
Komparatör nedir?
Silindir ve yatak iç çaplarının ölçülerinin alınmasında kullanılır. Komparatör aynı zamanda alınan ölçülerin birbirleriyle karşılaştırılması içinde kullanılmaktadır. Komparatör bir gövde ve bu gövdeye bağlanan komparatör saatinden meydana gelir.
(Bkz: Kumpas Nasıl Okunur) ayrıca (Bkz: Mikrometre Okuma)
Komparatör saatinin hassasiyeti her bir çizgi aralığı 0,01 mm olacak sekide ayarlanmıştır.

Komparatör saatinin içerisinde iki tane ibre vardır bunlardan büyük olan ibre sıfırlamada ve ölçülerin alınmasında kullanılan ibredir. Diğeri ise büyük ibrenin turlarını sayan ibredir. Ölçüler alınırken büyük ibrenin kaç tur attığı da önemli olduğu için dikkate alınmalıdır.
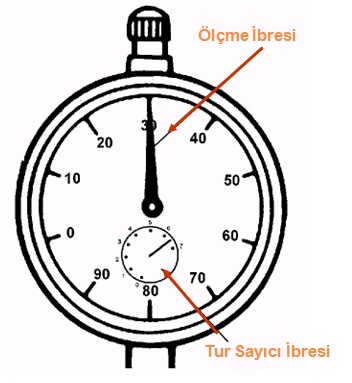
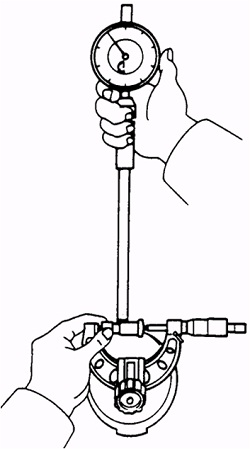
Komparatör saatini gövdeye takarken bu tur sayıcı ibrenin en az bir tur gösterecek şekilde saat yerine takılmalıdır. Ayrıca saat ile komparatör ayağı yandaki şekilde gösterildiği gibi aynı düzlemde olacak şekilde bağlanmalıdır. Ayrıca komparatör ayağına, ölçülecek silindirin çapına uygun adaptör uç takılmalıdır. Adaptör uçları komparatör kutusunda set olarak bulunmaktadır.
Komparatör iki amaçla kullanılabilmektedir.
1- Ölçü almak.(Mikrometre yardımıyla)
2- İki ölçüyü karşılaştırmak.
Komparatörle Ölçü Alınması
Ölçülecek silindirin standart çapı katalogdan belirlenmelidir. Motor daha önceden rektifiye edilmiş ise bu bilinmelidir ve buna göre silindirin son ölçüsü tesbit edilmelidir. Bu çapı ölçebilecek bir mikrometre alınır. Bir bez ile sap kısmından mengeneye veya özel mikrometre tutucusuna takılır. (Mengene kullanılacaksa mikrometre sapını fazla sıkmamaya dikkat ediniz.) Mikrometre silindirin çapına ayarlanır ve kilitlenir.
Komparatörün ayakları mikrometrenin ölçme uçları arasına sokulur. Sonra mikrometre hafifçe oynatılarak komparatör saati büyük ibrenin dönüş yaptığı en son noktaya sıfırlanır. Komparatör saatinin sıfırlanması için saatin camının dış kenarındaki halka çevrilmelidir.
Komparatör silindirin içerisine sokulur. Komparatörün silindire rahatça girmesi için önce yaylı ölçme ucunun olduğu taraf silindire sokulmalı sonra komparatör gövdesi yan tarafa doğru itilerek adaptör uç tarafı silindire sokulmalıdır.
Komparatör silindir içerisinde sağa ve sola hareket ettirilirken ibrenin dönüş yaptığı çizgi dikkate alınır. Komparatörün sağa sola hareket ettirilmesinin sebebi silindirin içindeki birbirine en yakın mesafeyi bulmak içindir.( yandaki şekle bakınız) Komparatör ibresinin dönüş yönü saat yönündedir. Yani silindirin çapı küçüldükçe ibre sağa doğru hareket ederken ölçü büyüdükçe ibre sola doğru kayacaktır.

İbre (0) a göre sağda : Silindir ölçüsü küçülmüş (Bu durum pratikte mümkün değildir )
İbre (0) a göre solda : Silindir ölçüsü büyümüş
Bu durum silindirde aşınmayı gösterir.
ÖRNEK
Mikrometrenin sıfırlandığı silindirin STD çapı: 76,00 mm (1,6 Zetec motor için) Ölçme sırasında ibrenin dönme noktasının (0) in 7 çizgi sol tarafında kaldığı görülmüştür.
Silindirin Ölçüsü:

Ölçüleri Karşılaştırmak
Önce komparatör ilk ölçümü alacak şekilde sıfırlanır sonra sıfırlaması bozulmadan ikinci ölçümün alınacağı yere getirilir iki konum arasındaki ölçü farkı ibrenin sapma miktarı kadardır.
Silindirde oval aşınma olup olmadığını kontrol ederken önce A ile gösterilen yerden ölçü alınır ve komparatör sıfırlanır. Sonra Komparatör 90 ° döndürülerek bir ölçme daha yapılır her iki ölçmede de komparatör saatinin ibresi aynı yerden dönme yapıyorsa A ve B ölçüleri aynıdır yani ovallik yoktur.

Eğer ibre B ölçümünde sıfırlanan noktaya göre mesela 3 çizgi sapma yapıyorsa 3 X 0,01 = 0,03 mm ovallik vardır.

Komparatör Saati Sıfırlama

Genel Ölçme Kuralları
Hatasız ölçme işlemi iki basamakta gerçekleşir. Birinci basamak doğru ölçü almak,’ ikinci basamak alınan ölçüyü doğru okumaktır. Bunun için aşağıdaki hususlara dikkat edilmelidir.
1- İstenilen ölçü hassasiyetine uygun ölçü aleti seçilmelidir.
2- Ölçü aleti ve ölçülecek parça temiz olmalıdır.
3- Ölçü aleti sağlam ve alınacak ölçüye uygun olmalıdır.
4- Hassas ölçümlerde; hava sıcaklığı,parçanın sıcaklığı,ölçü aletinin sıcaklığı 19 ile 21° santigrat arasında olmalıdır
5- Ölçme esnasında ölçü aletine normal temas baskısı verilir.
6-Ölçüm okunurken, yeterli aydınlık ta olmalı ve ölçü aletine dik olarak bakmak gerekir. .
7- Hiç bir zaman hareket eden parçaların üzerinden ölçü alınmamalıdır.
8- Ölçme işleminden önce ölçü aletinin ayar tamlığı’ kontrol edilir. Gerekiyorsa ayarı yapılır.
Ölçme Aletinin Bakımı
Ölçü, yapılan işin temelini oluşturur. Ölçünün doğru olması, ölçü aletinin bakımlı ve sağlam olmasına bağlıdır. Ölçü aletlerini sağlam olarak uzun süreli kullanmak için
1- Ölçü aletleri her zaman kesici aletlerden uzak tutulmalıdır. .
2- Ölçü aletleri elde tutulmadığı zamanlarda sünger, kumaş gibi yumuşak zeminler üzerine konulmalıdır.
3- Ölçü aletleri, aşırı sıcak ve soğuktan, rutubetten, çarpma,
4- Vurma ve düşürme gibi durumlardan korunmalıdır.
5- İşi biten ölçü aletleri, temizlendikten sonra yerlerine kaldırılmalıdır.
İlk yorumu siz yazın
Konu hakkında görüş, soru veya ek bilgi paylaşabilirsiniz.