Görevi: Silindir kapağı, silindirlerin üst tarafını gaz sızdırmaz şekilde kapatarak yanma odalarını oluşturur. Bazı motor parçaları da silindir kapağına bağlanır.
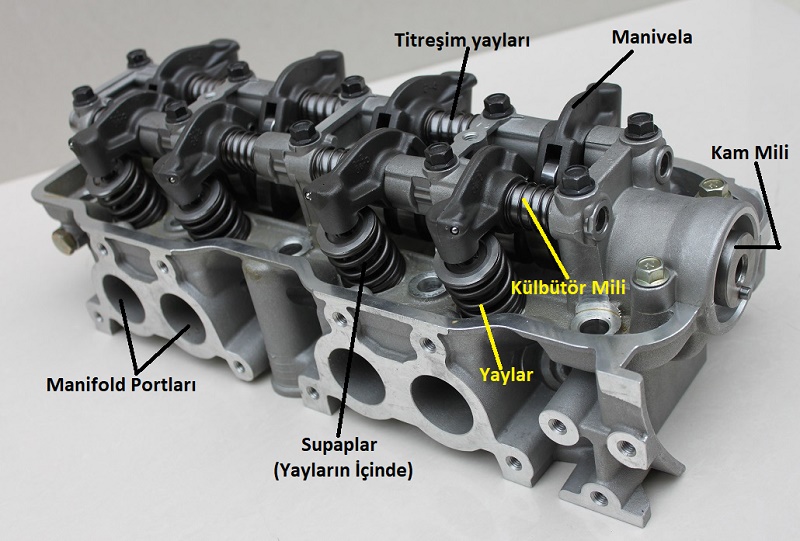
Silindir kapağını oluşturan elemanlar
- Ateşleme bujileri, Kızdırma bujileri
- Supap oturma yüzeyleri
- Taze gaz (emme) ve egzoz kanalları
- Su kanalları
- Yağ kanalları
- Supap kumanda parçalarına ait yataklar ve klavuzlar
- Külbütör mili
- Yanma odası
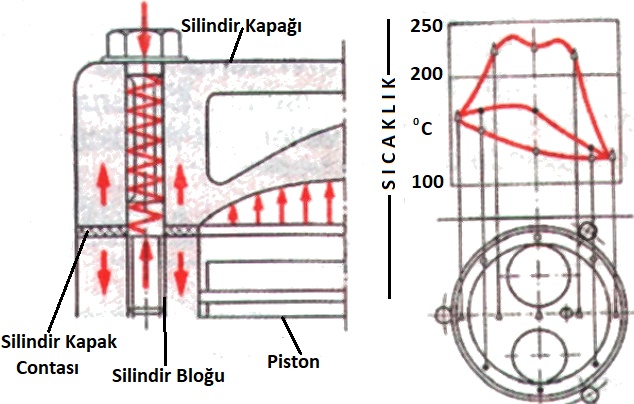
Çalışma Şartları
Çalışma sırasında silindir kapağı şu etkilerle çalışır.
- Silindir kapağı tabanı 40… 60 bar yüksek yanma basıncıyla şiddetli olarak yüklenir.
- Silindir kapak cıvatalarının sıkıştırılması yüksek sıkma gerilimlerine yol açar.
- Silindir kapağı tabanı termik (ısıl) olarak yüksek derecede zorlanır.
Çok değişik ısıl yükler yüzünden ısı gerilimleri doğar.
Silindir Kapağı Malzemesi ve Yapım Özellikleri
Silindir kapakları dökme demir veya alüminyum alaşımından döküm yolu ile imal edilir. Silindir bloğuna cıvata, saplama, somun ile tespit edilir. Sızdırmazlığı sağlamak için kapak contası kullanılır.
Silindir kapakları, küçük motorlarda bütün silindirleri kapatacak şekilde yapılır.
 |  |
Büyük motorlarda duruma göre her silindire, her iki silindire veya her üç silindire bir kapak olacak şekilde parça parça imal edilir.

Su ile soğutmalı motorlarda kapak içinde su kanalları, hava ile soğutmalı motorlarda, üzerinde hava kanatçıkları bulunur. Üstten supaplı motorlarda supap mekanizması kapak üzerine yerleştirilir.
Taze gaz, egzoz gazı ve su kanallarının bulunduğu silindir kapağı ancak dökümle elde edilebilir. Malzemenin şu özelliklere sahip olması istenir…
- İyi dökülebilmeli
- Yüksek sıcaklığa dayanıklı
- Isı iletimi iyi
- Hafif (Aracın ağırlığını düşük tutmak için)
Güç şartlar altında çalışan motorların silindir kapakları dökme demirden yapılır. Silindir kapaklarının basınca ve ısı değişiklilerine dayanımını artırmak için, dökme demire bazı katık maddeler katılır. Otomobil motorlarında silindir kapakları genellikle aluminyum alaşımından dökülerek yapılır.
Aluminyum ısı iletimi yüksek, hafif ve işlemesi kolay olan bir metaldir. Aluminyum alaşımından yapılan silindir kapaklarının dayanımını artırmak için, aluminyum alaşımına bakır, nikel, magnezyum, dökme demir, silisyum ve çok düşük oranlarda diğer bazı madenler katılır.

Bununla beraber yukarıda resimde de görüldüğü gibi supap yuvalarına yeterli direnç kazandırabilmek için, dökme demir veya stellit denilen ısıya dayanıklı özel çeliklerde yapılan bagalar (halkalar) takılır.
Silindir Kapağı Malzeme Yapıları
GkAl – Si12 – Cu Ni Mg – wa malzeme açılımı aşağıda verilmiştir.
GkAl: Aluminyum döküm alaşımı
Si12: %12 Silisyum
Cu, Ni, Mg: Katık Madenler
wa: sıcakta serleştirilmiş
Alaşım döküm olduğundan talaşlı işlenebilme özelliği iyidir. Alaşıma Cu ne Ni ‘nin ilavesi yüksek sıcaklığa dayanım yeteneği kazandırır. Silisyum ısıl genleşmeyi düşürür. Cu ne Mg ile alaşım sertleşme özelliği kazanmıştır.
Silindir kapağının sökülmesi
Silindir kapağı söküleceği zaman önce motorun soğuması gerekir. Soğutma suyu motor ve radyatördeki musluklardan boşaltılır sonra sökme için gerekli işlemler yapılır. Kapak tespit cıvataları dış taraftan başlayarak içe doğru sökülür.
Dikkat: Motor sıcak halde silindir kapağı sökülürse kapak yüzeyi eğilir.
Kapak söküldükten sonra, temizliği yapılmadan ilk kontrolü gözle yapılır. Bu kontrolde kapağın contaya tam basıp basmadığına ve yanma odalarında çatlak olup olmadığına bakılır. Çatlak, genellikle karbon birikintisi içinde çizgi halinde görülür. Bunun dışında kapağın genel durumu gözden geçirilir. Daha sonra kapağın temizlenmesine geçilir.
Silindir kapağının temizlenmesi
 Yanma odası, supap yuvası ve çevresindeki kurumların, temizliğinde uygun karbon kazıyıcıları ve ucuna çelik fırça takılı el breyzi kullanılır. Kapak yüzeyindeki conta artıkları ucu 90° bilenmiş spatulayla yüzeyi çizmeden temizlenir.
Yanma odası, supap yuvası ve çevresindeki kurumların, temizliğinde uygun karbon kazıyıcıları ve ucuna çelik fırça takılı el breyzi kullanılır. Kapak yüzeyindeki conta artıkları ucu 90° bilenmiş spatulayla yüzeyi çizmeden temizlenir.
Kapak üzerindeki supaplar sökülecekse, supapların sırası ve parçaları birbirine karışmayacak şekilde dizilir. Kapağın kaba temizliği yapılır ve temizleme sıvısı içinde yıkanıp, basınçlı hava ile kurulanır.
Silindir kapağının kontrolleri
1- Eğiklik Kontrolü
Silindir kapağının eğilme sebepleri şunlardır:
- Soğutma sistemi arızaları nedeniyle veya anormal çalışmalar sonucu motorda meydana gelen, ani ısı ve basınç yükselmeleri, (motorun aşırı hararet yapması)
- Silindir kapağının motor sıcakken sökülmesi,
- Kapak civatalarının fazla torkta ve yanlış sıra ile sıkılması
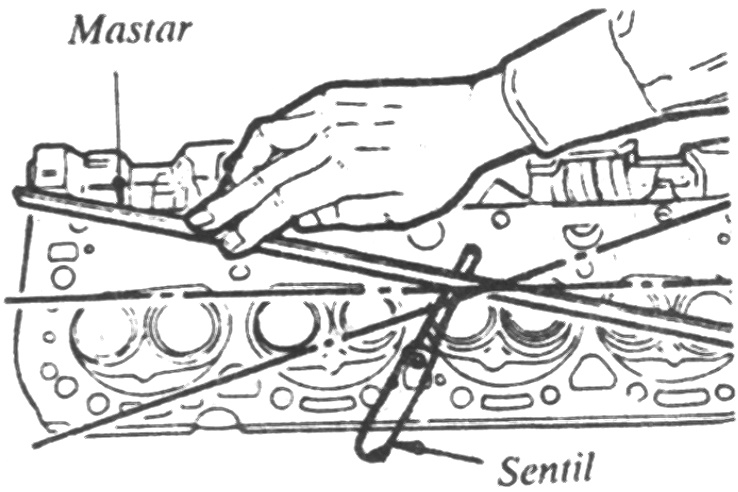
Silindir kapağı sökülüp temizlendikten sonra eğiklik kontrolü kontrol mastarı ve sentil yardımıyla yapılır.
Kontrol mastarı kapak yüzeyine ortadan, kenarlardan ve köşelerden çapraz konur. Özellikle yanma odaları arasında kalan kısımlara dikkat edilir. Mastarın her durumda kapak yüzeyine oturması sentil yaprakları mastar ile kapak yüzeyine sokulmaya çalışılarak kontrol edilir. Eğiklik miktarı 0,10 mm ‘den fazla olmamalıdır. 0,10 mm (0.004’’) ‘den fazla eğik olan kapaklar taşlanarak düzeltilir.
Yanma odası silindir kapağında olan motorlarda taşlama sırasında kapak yüzeyinden 0,50 mm (0,20’’) den fazla talaş alınacak olursa yanma odaları küçüleceğinden, motorda sıkıştırma oranı büyür ve detenasyon denilen vuruntulu çalışmaya neden olur. Bu motorlarda vuruntulu çalışmayı önlemek için daha kalın veya çift conta kullanılır. Bu sayede sıkıştırma oranındaki büyüme önlenir.
Kapak yüzeyinden alınan talaş miktarı 1 mm ‘yi geçiyorsa silindir kapağı et kalınlığı azalacağı için bu durumdaki kapak yenisiyle değiştirilir.
2- Yanma odası etrafında yiv kontrolü
Silindir kapak contasında bulunan dikişler zamanla kapak yüzeyinde yivler meydana getirir. Bu yivler tırnakla hissedilebilecek kadar derinse kapağın taşlanması gerekir. Bu durumdaki kapak taşlanmadan takılacak olursa, contaya yeterince basamayacağı için, su ve kompresyon kaçağına neden olacağı gibi, motorun conta yakmasına da sebep olur.
3-Su kanallarında kireç kontrolü
Su kanallarındaki fazla pas ve kireçlenmenin sakıncaları şunlardır:
- Kapaktaki ısının soğutma suyuna geçmesini zorlaştırır.
- Motor içinde soğutma suyunun dolaşım hızı azalır.
Sonuç olarak bu motor yüksek ısıda çalışarak su kaynatır. Kireç tabakasının temizlenerek motorun anormal çalışması önlenmelidir. Pas ve kireç birikintisi olan blok ve kapakların temizlenmesi bu amaçla hazırlanan asitli temizleme sıvılarıyla yapılır.
4-Kapak çatlaklık kontrolü
Silindir kapağının çatlama nedenleri;
- Motorun su kaynatması (soğutma sistemi Arızası)
- Sıcak motora soğuk su koymak
- Soğuk havalarda motor ve radyatördeki suyun donması
- Motor ayarsızlıkları, kapaktaki eğriliğin fazla olması
- Cıvata ve saplamaların çok fazla sıkılması
- Motorda termostat bulunmaması
Silindir kapaklarında görülen çatlamalar en çok yanma odalarında meydana gelir.
Silindir kapağı söküldüğünde karbon temizliği yapılmadan, gözle çatlaklık kontrolü yapılır. Kapaktaki çatlak oksitlenme veya beyaz bir çizgi halinde görülebilir. Bu şekilde görülemeyen çatlaklar karbon temizliği yapıldıktan sonra çeşitli yöntemlerle kontrol edilir.
Çatlak yer röntgen çatlak kontrol cihazıyla kesin olarak tespit edilir. Bu cihazı her yerde bulmak mümkün değildir. Basınçlı su ile çatlak kontrolü en ucuz ve en güvenilir yoldur. Benzin gazyağı ve pudra ile yapılan kontrol kesin sonuç vermediği için tavsiye edilmez. Çatlak kontrolüne geçmeden önce kapak temizlenir ve basınçlı hava ile kurutulur.
Basınçlı su ile çatlaklık kontrolü
Kapak yüzeyindeki su kanalları, şekilde görüldüğü gibi kapak contası ve bu iş için özel olarak hazırlanmış parça ile kapatılır.

Sıcaklığı70-80 C° olan s bir pompa yardımıyla kapak içinde dolaştırılır.
Kapak ısındıktan sonra 5 bar (kg/cm²) basınçla su kanallarına basılır. Basınçlı su, çatlak varsa buradan sızar.
Benzin ve Pudra ile çatlaklık kontrolü
Kapak üzerinde küçük bir çekiçle vurulurken, çatlak olma ihtimali olan yerler benzinle ıslatılır. Daha sonra hava ile kapak yüzeyi kurutulup üzerine pudra serpilir. Kapak tekrar çekiçlendiğinde kapakta oluşan titreşim, pudralı yüzeyde çatlağı çizgi halinde belirler.
Silindir kapağının takılması
Bloktaki cıvata deliklerinin iç temizliği yapılır. Bunun için önce bir tel ile delik dibindeki pislikler yerinden oynatılır daha sonra delik içine basınçlı hava tutularak pisliklerin dışarı atılması sağlanır.
Blok ve kapak oturma yüzeylerinin temiz olması sağlanır.
Kapak contası temiz ve hasarsız olarak blok üzerine konur. Blok üzerindeki tüm delik ve kanallar, conta üzerindeki delik ve kanallarla birbirini karşılamalıdır. Ayrıca conta üzerinde TOP, UP gibi ifadelerin veya conta markasının bulunduğu yüzeyin üste gelmesine dikkat edilir.
Fabrikaca belirtilmediği takdirde conta yüzeyine hiçbir yapıştırıcı madde sürülmez. Conta yerinden kaymayacak şekilde, üzerine kapak konur. Kapak cıvataları temiz ve hafif yağlı olarak yerine takılıp, boşlukları alınır. Araç kataloğunda tavsiye edilen sıkma torku ve sıkma sırasına uygun olarak kapak cıvataları sıkılır.
Kapak takıldıktan sonra, motor çalışma sıcaklığına ulaşıncaya kadar çalıştırılır. Motor ısındıktan sonra durdurulur. Dökme demir kapaklarda, motor sıcak iken cıvatalar aynı torkla tekrar sıkılır.
Bunun için, sıkma sırasına uygun olarak her cıvata teker teker önce gevşetilir daha sonra belirtilen tork değerinde sıkılır. Cıvataların tamamının aynı anda gevşetilip sonra sıkılması doğru değildir.
Aluminyum alaşımı silindir kapakları malzemenin özelliği nedeniyle motor soğuduktan sonra; aynı şekilde sıkılmalıdır. Aluminyum alaşımı kapak motor sıcak halde sıkılırsa deforme (eğilme) olur.
Silindir kapaklarının sıkılmasında en önemli nokta, kapağın conta üzerine tam olarak basmasını sağlamaktır. Aksi halde motor çok sık conta yakar ve kapakta çarpılmalar meydana gelir.
Fabrikasınca sıkma değeri ve sırası yoksa veya bilinmiyorsa cıvata çaplarına göre bulunacak sıkma değerine uygun olarak iki şekilde sıkılır.
Kapak takıldıktan sonra, motor çalışma sıcaklığına ulaşıncaya kadar çalıştırılır. Motor ısındıktan sonra durdurulur. Dökme demir kapaklarda, motor sıcak iken cıvatalar aynı torkla tekrar sıkılır.
Bunun için, sıkma sırasına uygun olarak her cıvata teker teker önce gevşetilir daha sonra belirtilen tork değerinde sıkılır. Cıvataların tamamının aynı anda gevşetilip sonra sıkılması doğru değildir.
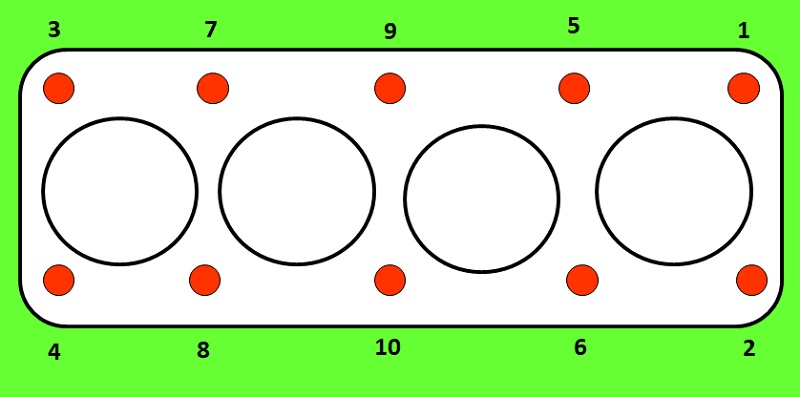
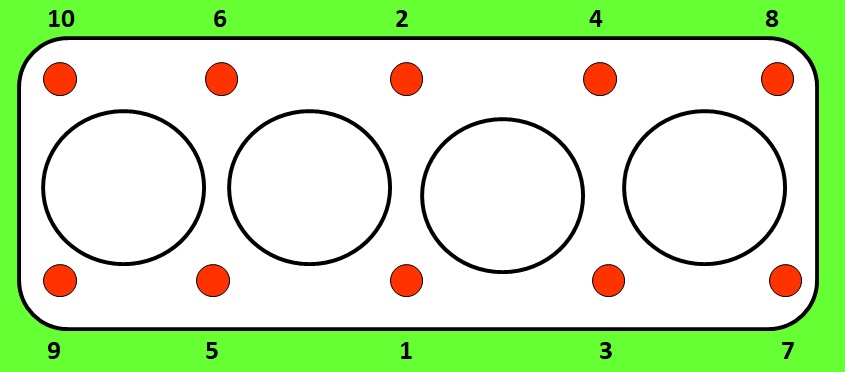
Sıkma işlemine kapağın orta cıvatasından başlanır. Daha sonra dışa doğru karşılıklı ve çapraz olarak aşağıdaki sıralamaya göre sıkılır.
Üstten supaplı motorlarda silindir kapağı sıkıldıktan sonra supap ayarları yeniden yapılmalıdır.



VERDİĞİNİZ BİLGİLER İÇİN TEŞEKKÜR EDERİM.CİVATALARIN ÇAPLARINA GÖRE TORK DEĞERLERİ İLE İLGİLİ BİR TABLO VARMI ACABA.
İlginize teşekkür ederim. Elimizde var fakat internetten bu konu ile ilgili bir çok döküman zaten mevcut.
merhaba üstat bir konuyu çok merak ediyorum piston ÜÖN çıktığızaman subab valfine kaç cc düşmekte bilgilendirirseniz sevinirim örneğin 2000cc motor ve nasıl hesaplanır. BEN KRANK TAŞLAMA USTASI NAMIK USTA SAGILARIMLA.
Namık Ustam soruyu tam anlamadım kusuruma bakma. Supap valfine kç CC derken ne kastediyorsunuz.
Hocam ilminizi paylaşmışsınız teşekkürler. Öncelikle tamirci veya usta değilim cahilliğimi mazur görün. Arabama motor yaptım. Blok ve kapak rektefiye oldu. Topladım çalıştırdım. Yaklaşık 1 saat 2000 dd sabit gazla yerinde calistirdim kontrollerini yaparken egzos tarafından contanın 6 saniye 1 damla su sızdırdığını gördüm. Rolantide kacirmiyordu ama .Kapağı verdiginiz sökme sırasina göre sogukken söktüm. Yine yazdiginiz kontrolleri yaptım ve sizinti kisminda contanin izinin olmadigini gordum. Diger taraflar tam basmamisti. Rektefiyeciyi aradim kapak ve blokta bir sey yok ya yanlis sıkılmıstır ya contadandır dedi. Ben de bilmedigim icin cahil cesareti konusmak istemedim. 13 kg torkla 130 nm civarı sıktım vidaları. Verdiğiniz sıkma şeklinde küçük bir hata yaptım ama 😊 1 2 ve 3. Civataları gösterdiğiniz gibi sıktım sonra gösterdiğiniz tabloya gore 4 ü degil de yine sizin tabloya gore 6 yi sıkıp sonra altindaki 5 i sıkıp sonra gosterdiginiz 4 u sıktım. Çok puan kırar mı bu durum yoksa gidiş yoluna not verir misiniz 😊 su da bu yüzden sizmış olabilir mi ?
Yazdığınız yazı da 3 şey dikkatimi çekti…
Ayrıca şunu da belirtmekte fayda var ilk etapta alışma dönemin de bazı su problemleri olabilir. Bu yüzeyler bir kaç günlük motor çalıştırma da düzelmez ise (su kaçağı olmaya devam ederse) yeniden sökmek ve toplamakta fayda var. Yalnız olan contaya olmuş. 🙂
Hocam ben sızıntı yolu bulmuş gitgide büyütür diye korktum bir de işte sıralamayı da yanlış yaptiğimı fark etmem üstüne bir de sıktığım torkun dogrulugundan da emin olmayinca varsin 140 tl conta araya gitsin bu arada orjinaldi söküp emin olmak istedim işçilik zaten bedava 😊 130 nm sıktım ben. Bugün araştırma yaptım fabrika verisi 25 nm+25nm+ 270 derece diyor. Ben dereceyle degil 130 nm sıkmıştım direkt. 25 nm ustume 270 derece sıkmak toplam 130 nm lik sıkma gucune esit midir bulamadım sonucu 😁 şimdi bundan sonrası için sorum olacak; kapağı eğmiş olabilir miyim yanlış sıkarak? Yoksa yeni conta alıp dogru sıkma metodlarına sadık kalıp tekrar toplayim mi? Veya 1 hafta bekleyip rektefiyeciye tekrar kontrol ettirim mi kapağı ? Bilemedim hocam 😁
1-Alıştırma çalışması yaptığın için kapak eğilmiş olma ihtimali var maalesef. Madem işçilik bedava yeriniz de olsam rektefiyeciye kapağı söküp götürür kontrol ettiririm. Kapağı rektefiyeciye götürmeden de kaba cetvel ile çaprazlamasına sentil ile boşluk varmı yokmu kontrolünü de yapabilirsiniz. Madem fabrika değerleri eliniz de var. Bu yöntemi de deneyebilirsiniz.
2-Fabrika değeri 25 nm gösteriyorsa o değer de sıkmanız gerekiyor. Fazla sıkıldığı takdir de sıkılan tarafta eğilme olacaktır. 25 nm sıkmadan önce komple civataların boşluğunu alıp ondan sonra sırası ile torkun da sıkma işlemi yapın. Ayrıca tork metre çıt çıtlı ise 3 çıt sesi duymalısınız. Dereceli ise derecesine getirmelisiniz.
Çok teşekkürler hocam yardımlarıniz için.
Çok teşekkür edeeim hocam yardımlarınız için.
Ben teşekkür ederim. Sonuçlarını buraya yazarsanız memnun olurum.
Hocam 🙋♂️ iyi akşamlar. Bugün sabah rektefiyeciye gittim kapağı hiç kontrol etmeden contadan dedi. Conta almaya gittim orjinal conta aldım açıp baktığımda anladım ki önceki aldigim orjinal degilmis 😊 yine renault yaziyor ama farkli bu aldigim. Neyse eve geldim kapagi geri topladim. Silindir uzerindeki kapak yuzuklerinin de iyi oturmadigini fark ettim. Onlari sokup tesviye ettim contasiz olarak kapagi bir kapatip denedim sonra contayi taktim kapattim. Bu sefer sıkma düzenine birebir sadik kaldim 😊 ama sıkma tork ve derecesinde isler karisti. Ilk 7 kg sıktım. Ondan sonra aramadigim kimse kalmadi fabrika ferecesine katlanmaz o saplamalar dediler kirilir dediler oyle dediler boyle dediler eskilerden bir ustam klasik arac ustası o aklima geldi v8 motoru topluyorduk kac tork sıkacagiz usta demistim ne torku kuvvet kolunu ver bunlari tatlı sıkacaksın dedi 😁 bende tatlı sıktım sonra tork anahtariyla baktim hepsini 13 kg sıkmışım. Bir iki kisi de 13 kg yeter demisti ben de oyle biraktim. 😁 arabayi calistirdim triger dislisi yalpa yapti. Kamasi kirik bir tane vardi gobeklerini degistim yalpalamanin cogu gitti az bir balans var o da normal heralde.?
Yerinde 1600 devirde yaklasik yarim saat calistirdim fan acmasini bekledim ama acmadi hararet gostergesi ortaya geldi bidondaki su isindi bir devirdaim oldu ama sonra ortada kaldi ibre fan da calismadi. Motora mazot havali gidiyor onu fark ettim. Vak vak pompasindan hava aliyor sanirim. Bunun disinda bir komplikasyona denk gelmedim. Fanin calismamasi biraz canımı sıktı ama hararet ibresi normali gecmedi su da isindi ama kaynamadi bir sorun teskil etmez diye dusunyyorum.
Balans problemini göbek yerleşim kontrolü ile çözersin. Sadece conta olması ilginç. Siz zaten orijinal conta kullanmamışmıydınız? Ayrıca hava alan noktaların gözle kontrolünü yapın. Şeffaf yakıt hortumu ise kolay olur. Olmadı el pompası ile havasını alırsınız yeniden hava yapar ise bakarsınız çaresine. Sıkma torkları el ile de olabilir. İlk önce tüm cıvataları el ile montajla ve boşluğunu al. Sonra sıkma sırası ile belirli kuvvet artırımları ile tüm cıvataları sıkabilirsiniz. Ama en iyisi tork. Bu konu ile ilgili forum sitelerinden faydalanabilirsiniz.
Fanın açmaması ile ilgili müşür veya fan kontrolü yapın. Fanı doğrudan çalıştırın. Eğer çalışırsa yeni müşir ile deneme yapın. Devir noktasın da ise ilk etapta yüksüz çalıştırın rölantide alıştırma yapın daha sonra ise yüklü çalıştırarak alıştırma yapmalısınız.
Hocam detaylı bir acıklama yazdım ama sonra yok oldu yorumlar arasında anlamadım böyle ilmi alıp kaçmak gibi de olmasın diye tekrar yazim dedim 😊 bugun conta aldigimda onceki taktigim contanin yan sanayi oldugunu fark ettim. Onda da renault yaziyordu ama bugun aldigim cok daha profesyonel hissettiriyor. Eve geldim kapagi taktim. Sıkma sirasina bu sefer uydum ama tork konusunda yeterli bilgiye ulasamadim. Fabrika degerlerini kaldirmaz o saplamalar diyenler oldu kopar süner. Ben de hal boyle olunca eski bir ustamin yöntemini kullandim tatlı sıktım 😁 sonra 13 kg a ayarladim hepsini 130 nm oluyor o da calistirdim.
Triger kasnagi yalpaliyordu dislisinin egri oldugunu fark ettim eskisiyle gobek degistirip taktim az bir yalpalama var o da normaldir diye dusundum.
2. Dikkatimi ceken nokta arabayi yaklasik yarim saat yerinde calistirdim bir kismini 1600 dd ile bir kismini rolanti seklinde. Hararet orta cizgiye geldi fan acmadi. Ama ibre ortayi da gecmedi. Devirdaim yapti motor. Bidona sicak su geldi bi 15 dk daha calistirdim ama yine fan calismadi. Ibre sabitti yine su da kaynama da olmadi.
Mazot hortumlarindan cok hava gidiyor kabarcık seklinde sanirim vak vak pompasi kaciriyor.
Bunlarin disinda bir komplikasyon gelismedi 😊
Yarin kismetse kisa bir sehirlerarasi yapip kontrolleri tamamlayacagim.
Hocam iyi akşamlar. Hava sorunu stabil kaldı. El pompasina bile mazot kabarcıklı giriyor zannediyorum depo tarafindan havali geliyor ve asiri bir hava kabarcigi gidiyor pompaya. Motorda ara ara şakırdama sesi oluşuyor. Rolantide calisiyorken birden gaza basinca sibobun bir kere vurdugunu dusunun oyle bir ses geliyor bi anlik sonra devirlenince ses kesiliyor. Mazotun havali gitmesi bunun nedeni olabilir mi?
Yarin el pompasinin ordan 5 lt mazot pet şişeye doldurup bir geçici depo yapmayı düşünüyorum en azindan havanin nerden oldugunu saptamak adına. Orjinal mazot hortumlari tesisat halinde satiliyor ve cok pahali. Etli bir mazot hortumu alsam ben disardan yine seffaf olanlardan yeniden bir tesisat ceksem onunla olmaz mi ?
Yeni bir tesisat ile olu neden olmasın ki. Ayrıca havayı depodan, pompadan ve kelepçelerden yapabilir. Hiç göremediğin bir hortum bağlantısı da olabilir. Buna kademeli olarak bakmanız gerekiyor. Şıkırdama sesi supap ayarlarından olabilir.
Hocam kapağın 2. Taslanması bu benim aklima gelen yakit hücresinin daralması basınç yükseldi diye şakırdama yapıyor olabilir mi ozellikle alt devirlerde kalkis yaparken yapiyor. Araba 1.5 dci motor bu motorlara avans ayari verilebilir mi?
Bu motorlar da avans ayarı yok. Hemen her şeyi ECU yani beyin ayarlıyor.